Average Welding Time
Average welding time by joint size and process: arc time versus total job time, with a per-foot reference table for MIG, TIG, and stick fillet welds.
Reviewed by Doc. dr. sc. Mladenka Juradin, dipl. ing. građ., PhD, Civil Engineering (FCEAG, University of Split)
Ask a welder how long a job will take and the answer often sounds quick: "that's a ten-minute weld." Book the same job and it lands on the timesheet at half an hour. Neither number is a lie. The welder is quoting arc time — the minutes the torch is actually burning — while the timesheet records clock time, which includes fit-up, clamping, repositioning, cleaning, and inspection. The gap between the two is where weld estimates go wrong, and it is the first thing to get straight before any figure means anything. This guide on average welding time by joint size sets out a per-foot reference for the common joints, explains the multiplier that turns arc time into job time, and shows which variables move the number most.
Arc Time Is Not Job Time
Two clocks run on every weld. Arc time is travel length divided by travel speed: a 12-inch fillet at a MIG travel speed of 15 inches per minute is 0.8 minutes of arc. Total time is what the job costs you, and it is always larger because the arc only runs for part of any working hour. The fraction of clock time spent actually welding is the operating factor, and for manual processes it sits well below half.
This is why a welder's instinct and an estimator's spreadsheet so often disagree. The welder feels the arc time — the part that takes skill and attention. The business pays for the clock time. A shop that quotes the felt number instead of the booked number loses money on every fixed-price job, which is exactly how welding contracts go underwater. Get the two clocks separated and the rest of the estimate falls into place. Travel speeds here follow AWS D1.1 Structural Welding Code and the Lincoln Electric Procedure Handbook of Arc Welding (15th Edition); operating factors are drawn from the same references and cross-checked against trade-press figures from the Fabricators & Manufacturers Association.
Welding Time per Foot by Joint Size and Process
The table below is the reference to keep within reach. It gives total clock time (arc time already divided by the operating factor) for one foot of fillet weld at three common leg sizes, across the three manual processes. Every figure is produced with the same model the weld time estimator runs, so the chart and the tool never disagree.
| Fillet leg size | MIG (GMAW) | Stick (SMAW) | TIG (GTAW) |
|---|---|---|---|
| 1/8" (light gauge) | 1.7 min/ft | 4.8 min/ft | 6.8 min/ft |
| 1/4" (standard structural) | 2.3 min/ft | 6.0 min/ft | 9.1 min/ft |
| 1/2" (heavy, multi-pass) | 5.1 min/ft | 14.4 min/ft | 20.5 min/ft |
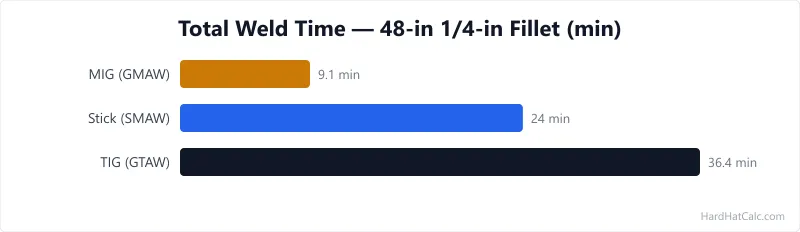
Three things jump out of the grid. First, process choice changes the time by a factor of three to four for the identical joint — a 1/4-inch fillet that takes about 2.3 minutes a foot by MIG runs roughly 9 minutes a foot by TIG. Second, weld size matters more than it looks: stepping a fillet from 1/4 inch to 1/2 inch more than doubles the time, because the heavier leg needs a slower travel speed and an extra pass to fill. Third, these are clock minutes, not arc minutes; the arc-time figures behind them are two to five times smaller. Use the per-foot numbers for planning, then confirm the total for your actual weld length and thickness with the tool further down.
What Operating Factor Does to the Clock
Operating factor — sometimes called arc-on time or duty cycle in estimating — is the single number that converts arc time into job time, and it is the most commonly skipped step in weld estimation. It is the share of each working hour the arc is actually running; the rest goes to fit-up, clamping, repositioning, slag chipping, electrode changes, inter-pass cooling, and reading the print.
- MIG (GMAW): 30–40%. The wire feeds continuously, so there are no electrode changes and little stop-start. The calculator uses 35% as a working midpoint, in line with the 30–50% range reported for gas-shielded processes.
- Stick (SMAW): 20–30%. The welder burns a rod down, stops to fit a new one, and chips slag between passes. The calculator uses 25%.
- TIG (GTAW): 20–25%. Feeding filler by hand and frequent torch adjustments keep the arc off for most of the hour. The calculator uses 22%.
The arithmetic is unforgiving. A beginner estimator times 100 inches of MIG at 15 inches per minute, gets 6.7 minutes of arc, and quotes it. At a 35% operating factor the real clock time is about 19 minutes — nearly three times the quote. Forget the operating factor and you underbid by two to four times, every time. The same multiplier explains why two welders with identical arc speeds can post very different shift outputs: the one with cleaner fit-up and better workpiece access keeps the arc on longer.
Operating factor is not a fixed property of the welder — it is a property of the job. Repetitive production work on a fixtured assembly, where one part after another drops into the same jig, sits at the top of each range because the welder barely stops. One-off repair work, where every joint is a fresh problem of access and fit, sits at the bottom. This is why shops that track actual against estimated hours tend to find their early quotes run 10–20% short: the estimate assumed production conditions that a varied job never delivers. Logging real arc-on percentages for your own typical work is the fastest way to tighten the numbers.
Three Things That Move the Number
Once the two clocks are separated, three variables explain almost all of the spread between a fast estimate and a slow one.
Process. This is the biggest lever, as the table shows. MIG is the production workhorse: fast travel, high operating factor, cheap to run on mild steel in a shop. TIG trades speed for control and appearance, running three to four times slower and reserved for stainless, thin aluminium, and welds that have to look clean. Stick sits between the two on speed but wins on portability, working outdoors in wind that would strip the shielding gas off a MIG or TIG arc. The full cost consequence of that choice (labour, filler, gas, and overhead) is worked through in the welding cost breakdown.
Position. Flat-position welding is the fastest because gravity holds the puddle in the joint. Tip the work into the vertical or overhead and the welder must run a smaller puddle in shorter bursts, which drops both the travel speed and the operating factor. Overhead welding runs 40–60% slower than the same joint flat. Wherever the assembly sequence allows it, pre-fabricating welded brackets and connections in the shop, where the work can be rotated to flat, beats field-welding them overhead on every measure: faster, cheaper, and higher quality.
Material thickness and joint type. Thicker material slows the travel speed and, past about 1/4 inch, forces multiple passes to fill the joint. A square butt on 1/8-inch sheet is one quick pass; a bevelled V-groove on 1/2-inch plate can need three to five passes, each one a fresh length of welding. Fillets are the quickest structural joint because they need no edge preparation, while groove welds buy full-penetration strength at the cost of preparation and pass count. The amount of filler each of those passes lays down, and therefore the wire or rod you order, comes from the deposition rate estimator, which works from the same joint geometry.
From Joint Size to Hours on the Job
A per-foot table is enough to plan with, but a real job has a specific weld length, a specific thickness, and a specific process. The tool below takes those three inputs, applies the travel speed and pass count for the joint, divides by the operating factor, and returns total clock time alongside filler weight, shielding gas, and labour. Run it once with your numbers and once with a faster process to see what switching from stick to MIG would save.
Total linear length of all welds on the project.
Thickness of the thinner piece being joined. 1/4" = 0.25 in.
Fillet is most common in structural fabrication. Groove is strongest for thick material.
MIG is fastest. TIG is most precise. Stick is most portable.
How This Is Calculated
Arc-on time = (weld length ÷ travel speed) × pass multiplier. Total time = arc-on time ÷ operating factor (MIG 35%, TIG 22%, stick 25%). Filler weight = weld cross-section × length × steel density ÷ deposition efficiency. Gas = (arc-on minutes ÷ 60) × flow rate. Labour = total hours × $80/hr.
Source: Travel speeds, operating factors, and deposition efficiencies based on AWS D1.1 Structural Welding Code and Lincoln Electric Procedure Handbook of Arc Welding (15th Edition).
Reading the output back against the table is the quickest sanity check. If the tool returns far more time than the per-foot reference implies, the cause is usually one of the three variables above: a thicker section than you keyed, a multi-pass groove instead of a single-pass fillet, or a slow process for the job. Where the welding connects new steel to an existing frame, add a further 20–40% for surface preparation and access — grinding old coatings back to sound metal is non-arc time the model does not see.
Reading the Estimate on a Real Job
Take a handrail with 8 feet of 1/4-inch fillet, welded in the shop by MIG. From the table that is 96 inches at about 2.3 minutes a foot, or roughly 18 minutes of total time — three or four minutes of arc and the rest fit-up and cleanup. Move the same handrail outdoors and weld it overhead by stick and the picture changes sharply: the per-foot time jumps to 6 minutes flat, then climbs again for the overhead penalty, and an 18-minute shop job becomes the better part of an hour in the field.
That swing is the whole point. The weld length barely changed; the process, the position, and the clock that gets quoted did. Steel beams and columns make the lesson concrete — field connections on members too large to bring back into the shop are slow by necessity, which is one reason the installed-cost comparison in steel beam versus wood beam sometimes favours timber, and why pricing a welded connection starts with sizing the steel section it joins. Quote the total time, never the arc time, separate it into process, position, and pass count, and the half-hour that used to surprise you becomes a number you can stand behind.
Frequently Asked Questions
- How long does a fillet weld take?
A single foot of 1/4-inch fillet weld — the standard structural size — takes about 2.3 minutes of total time by MIG, 6 minutes by stick, and 9 minutes by TIG, with the process accounting for most of the spread. These are clock minutes that already include fit-up and cleanup, not just the arc time, which is two to five times smaller. A lighter 1/8-inch fillet is roughly a third faster, while a heavy 1/2-inch fillet more than doubles because it needs a slower travel speed and an extra pass. Enter your own length, thickness, and process into the weld time estimator to convert a joint into total hours.
- What is the average welding time per inch?
There is no single per-inch figure because the time depends on the process, the joint size, and the welding position, but a useful anchor is a 1/4-inch MIG fillet at roughly 0.2 minutes of total time per inch (about 2.3 minutes a foot). Stick and TIG on the same joint run two and a half to four times slower per inch. Thicker material and multi-pass groove joints raise the per-inch time sharply, while flat-position work in a shop keeps it at the low end. Per-inch averages are only a starting point — the welding cost breakdown shows how to turn them into a defensible job quote.
- How is welding time calculated?
Welding time is calculated in two stages: arc time is the total weld length divided by the travel speed for the process and thickness, multiplied by the number of passes the joint needs. Total job time is then that arc time divided by the operating factor — the share of the hour the arc actually runs, about 35% for MIG, 25% for stick, and 22% for TIG. Skipping the operating-factor step is the classic estimating error that underbids a job by two to four times. The same arithmetic feeds the filler quantity for the weld, since the passes that take time also deposit metal.
- How long does it take to TIG weld a 6-inch schedule 40 pipe?
A 6-inch schedule 40 pipe has an outside circumference of about 21 inches, so a single full-circle weld is roughly 21 inches of joint. TIG runs slowly — around 4 to 6 inches per minute of travel — and a code-quality pipe weld needs a root pass plus fill and cap passes, so a competent welder typically spends 45 to 90 minutes of total time on one joint depending on wall preparation, position, and how much of it is fixed (5G or 6G) rather than rolled. The fixed positions are far slower than a rolled joint because part of every pass is welded overhead. Welding pipe to code is specialist work; treat any time estimate as planning only and confirm against a qualified welder.