Welding Cost Estimation Guide
Welding cost estimation by process: MIG, TIG, Stick, and flux-core labour rates, consumables, and equipment costs — plus how to price a complete weld job.
Reviewed by Doc. dr. sc. Mladenka Juradin, dipl. ing. građ., PhD, Civil Engineering (FCEAG, University of Split)
You need a handrail welded to your front steps. Three welders give you bids: $400, $800, and $1,200. Same handrail. Same steps. Same city. The spread is 3× from lowest to highest, and none of them are wrong — they are pricing the job using different processes, different overhead structures, and different assumptions about what "the job" includes.
The $400 bid comes from a solo welder working out of a truck, using flux-core wire in a portable MIG machine. He will show up, weld it in 90 minutes, grind the welds smooth, and leave. No paint, no primer, no engineering stamp. The $800 bid comes from a small fabrication shop that will build the railing in the shop with MIG, hot-dip galvanise it, and bolt it to embedded anchors. The $1,200 bid comes from an established contractor who will TIG-weld stainless steel railing to architect specifications, grind and polish the welds to a mirror finish, and provide a structural engineer's letter.
All three produce a functional handrail. The cost difference comes from the welding process, the material grade, the finish quality, and the overhead each business carries. Understanding what drives welding costs lets you write better specifications, evaluate bids more accurately, and avoid paying premium prices for standard work — or, worse, paying standard prices for work that needed a premium process.
Total linear length of all welds on the project.
Thickness of the thinner piece being joined. 1/4" = 0.25 in.
Fillet is most common in structural fabrication. Groove is strongest for thick material.
MIG is fastest. TIG is most precise. Stick is most portable.
How This Is Calculated
Arc-on time = (weld length ÷ travel speed) × pass multiplier. Total time = arc-on time ÷ operating factor (MIG 35%, TIG 22%, stick 25%). Filler weight = weld cross-section × length × steel density ÷ deposition efficiency. Gas = (arc-on minutes ÷ 60) × flow rate. Labour = total hours × $80/hr.
Source: Travel speeds, operating factors, and deposition efficiencies based on AWS D1.1 Structural Welding Code and Lincoln Electric Procedure Handbook of Arc Welding (15th Edition).
The Four Welding Processes and Their Cost Profiles
Each welding process has a different deposition rate (pounds of weld metal deposited per hour), a different consumable cost (wire, electrode, gas), a different skill requirement (which affects labor rates), and a different quality ceiling (maximum achievable weld quality). These factors combine to produce very different costs per foot of weld.
MIG (GMAW): The Cost-Effective Standard
The gun feeds a solid wire electrode through to the workpiece while an externally supplied shielding gas — typically 75% argon / 25% CO₂ for steel, pure argon for aluminium — protects the weld pool. MIG is the fastest process for thin to medium-thickness steel (up to about 3/8 inch in a single pass) and produces clean welds with minimal spatter when properly set up.
MIG costs less per foot of weld than any other process for most structural steel applications. Deposition rates range from 3 to 12 lbs/hr depending on wire diameter and amperage — 2-3× faster than Stick and 3-5× faster than TIG. Wire cost is $1.50-$3.00 per pound for mild steel (ER70S-6), and shielding gas runs $25-$40 per cylinder (about 250 cubic feet, lasting 4-8 hours of continuous welding). Use the weld deposition rate calculator to estimate how much wire your project needs.
MIG is the standard for structural steel fabrication, automotive repair, manufacturing, and general construction welding. It requires moderate skill — a competent MIG welder can be trained in 2-4 weeks, compared to 6-12 months for TIG proficiency.
TIG (GTAW): Precision at a Premium
TIG stands for Gas Tungsten Arc Welding. A non-consumable tungsten electrode creates the arc, and filler rod is added by hand. Shielding gas is pure argon. The process produces the highest-quality welds of any manual method: minimal spatter, precise bead control, excellent appearance, and full fusion even on thin materials (down to 0.010 inch).
TIG costs 3-5× more per foot of weld than MIG. The deposition rate is 1-3 lbs/hr — slow by design, because TIG is a precision process, not a production process. Labour is the dominant cost because TIG requires 6-12 months of training to reach production quality, and skilled TIG welders command $25-$45/hr (versus $18-$30 for MIG welders). Consumable costs are moderate: tungsten electrodes ($3-$8 each, lasting 4-20 hours), filler rod ($5-$15/lb), and argon gas ($25-$40/cylinder).
TIG is justified for: stainless steel (where weld appearance and corrosion resistance matter), aluminium (where TIG's precise heat control prevents burn-through on thin sections), pipe welding (where root pass quality is critical for pressure containment), and any application where the weld will be visible and must look polished.
Stick (SMAW): Versatile and Field-Ready
A consumable electrode coated in flux is the defining feature. The flux melts during welding and forms a gas shield plus a slag layer that protects the weld pool. Stick welding (formally Shielded Metal Arc Welding) needs no external shielding gas, which makes it the most portable process. It works outdoors in wind and rain, on rusty or dirty steel, and in positions that other processes cannot reach.
Stick costs fall between MIG and TIG for most structural work. Deposition rates are 2-5 lbs/hr — slower than MIG but faster than TIG. Electrode cost is $2-$6 per pound, with no shielding gas expense. The primary cost driver is the stub loss: 2-3 inches of each electrode is discarded as a stub, wasting 15-20% of the purchased electrode weight. Labour rates for Stick welders are comparable to MIG ($18-$30/hr) but the slower deposition rate means more labour hours per project.
Stick excels in field welding: pipeline construction, structural steel erection, bridge repair, and any outdoor project where wind makes gas-shielded processes impractical. It is also the standard for welding in hard-to-reach positions (overhead, vertical up) where MIG wire feeding becomes problematic.
Flux-Core (FCAW): High Deposition, No Gas
Flux-core welding uses a tubular wire filled with flux instead of a solid wire. The flux provides shielding, so no external gas bottle is needed (self-shielded FCAW). Gas-shielded FCAW uses external gas plus the flux for maximum quality. Deposition rates are the highest of any manual process: 5-20 lbs/hr, making FCAW the choice for heavy structural work where speed matters.
Flux-core wire costs more per pound than solid MIG wire ($3-$7/lb versus $1.50-$3.00/lb), but the higher deposition rate means fewer labour hours — often making FCAW cheaper per foot of heavy weld than MIG despite the higher consumable cost. The trade-off is appearance: flux-core welds produce slag that must be chipped and brushed away, and the welds are typically rougher than MIG. For structural work hidden behind fireproofing or paint, this does not matter.
GMAW has the highest efficiency. SMAW works anywhere. FCAW handles wind and heavy plate.
Larger diameters deposit faster but require more amperage.
Total linear length of all welds on the project.
Leg size of the fillet weld. Standard structural: 1/4 inch.
Multi-pass welds on thick plate or groove joints need 2-5 passes.
How This Is Calculated
Weld cross-section = 0.5 x leg x leg (fillet triangle). Volume = cross-section x weld length x passes. Filler weight = volume x 0.283 lbs/cu in (steel density). Purchase weight = filler weight / deposition efficiency (GMAW 95%, SMAW 65%, FCAW 87%). Cost = purchase weight x cost per lb.
Source: Deposition rate calculations based on AWS (American Welding Society) Welding Handbook, 10th Edition, Volume 1. Deposition efficiency factors per Lincoln Electric Procedure Handbook of Arc Welding, 15th Edition. Wire feed speed to deposition rate conversion per Miller Electric technical guides.
Labor Cost: The Biggest Variable
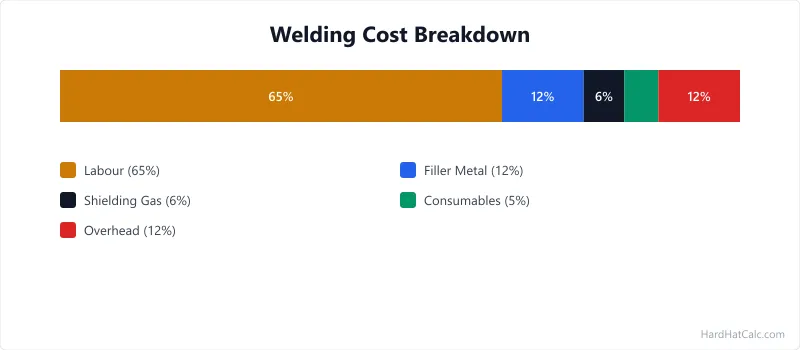
Welding labour accounts for 50-80% of total welding project cost. The hourly rate varies by process, certification, location, and whether the welder is an employee (shop rate) or an independent contractor (field rate).
| Welder Type | Hourly Rate (2026 US) | Typical Setting |
|---|---|---|
| MIG welder (shop) | $18-$28/hr | Fabrication shop, manufacturing |
| MIG welder (field) | $25-$40/hr | Construction site, mobile |
| Stick welder (structural) | $22-$35/hr | Steel erection, bridge work |
| TIG welder (general) | $25-$40/hr | Stainless, aluminium fabrication |
| TIG welder (pipe/specialty) | $35-$55/hr | Petrochemical, pressure vessels |
| Certified welder (AWS D1.1) | $30-$50/hr | Code-compliant structural work |
| Underwater welder | $50-$100/hr | Marine, offshore, dam repair |
Shop rates include overhead (facility, equipment, insurance, utilities) but the welder works in a controlled environment with good lighting, positioning equipment, and material handling. Field rates are higher because the welder provides their own equipment, fuel, and insurance, and works in less efficient conditions (weather, access constraints, safety rigging).
Certification adds to labour cost but also adds value. An AWS D1.1 certified welder has passed structural welding tests (visual inspection, bend tests, and sometimes radiographic examination) and can produce welds that meet building code requirements. Non-certified welders can produce perfectly adequate welds for non-structural applications (furniture, fencing, decorative work), but structural steel — beams, columns, moment connections — requires certified welding per building code.
Consumable Costs by Process
Consumables include filler metal (wire, electrode, or rod), shielding gas, tungsten electrodes (TIG only), tips and nozzles, and grinding discs. For estimation purposes, consumable cost per pound of deposited weld metal is the most useful metric.
| Process | Filler Cost ($/lb) | Gas Cost ($/hr) | Other Consumables | Total per lb Deposited |
|---|---|---|---|---|
| MIG (mild steel) | $1.50-$3.00 | $3-$6 | Tips, nozzles: $0.50/hr | $3-$6 |
| MIG (stainless) | $6-$12 | $4-$7 | Tips, nozzles: $0.50/hr | $9-$16 |
| TIG (mild steel) | $4-$8 | $4-$7 | Tungsten: $0.50-$1.00/hr | $10-$20 |
| TIG (stainless) | $8-$16 | $4-$7 | Tungsten: $0.50-$1.00/hr | $18-$30 |
| Stick (mild steel) | $2-$6 | None | Stub loss: 15-20% | $3-$8 |
| Flux-core (self-shielded) | $3-$7 | None | Slag chipping: $0.25/hr | $4-$9 |
Stainless steel consumables cost 2-4× more than mild steel equivalents. Aluminium filler is similarly expensive and requires pure argon shielding. When estimating projects in exotic materials (Inconel, titanium, duplex stainless), consumable costs can dominate the project budget — filler metal for these alloys runs $20-$80 per pound.
Equipment Costs and Amortization
Equipment cost matters for shop owners and independent welders who must amortize the purchase over their project portfolio. For project owners hiring a welder, equipment cost is built into the hourly or project rate — you do not pay for it separately.
A production-capable MIG welder (Miller, Lincoln, ESAB) costs $2,000-$8,000 new. A multi-process machine that handles MIG, TIG, and Stick costs $3,000-$12,000. A TIG-only machine for stainless and aluminium runs $2,500-$7,000. A basic Stick machine suitable for field work costs $500-$2,000.
Amortized over a 10-year life with 1,500 hours of annual use, a $5,000 MIG machine adds about $0.33 per hour to the welding cost — negligible compared to labour and consumables. Equipment cost becomes significant only for specialty equipment: pipe welding rigs ($15,000-$50,000), automated orbital welders ($30,000-$100,000), and robotic welding cells ($80,000-$300,000+). These are relevant for industrial projects but not for residential or small commercial work.
Estimating a Complete Welding Project
To estimate a welding project, you need five numbers: weight of weld metal, deposition rate, labour rate, consumable cost per pound, and overhead multiplier.
1. Calculate the weight of weld metal. For fillet welds (the most common structural weld), the cross-sectional area is leg² ÷ 2 for each inch of weld length. A 1/4-inch fillet weld weighs about 0.106 lbs per foot of weld length (for steel). A 3/8-inch fillet weighs about 0.239 lbs/ft. Multiply by the total weld length to get total weight. The weld time calculator estimates the total arc time based on these parameters.
2. Estimate welding time. Divide total weld weight by the deposition rate for your process. A 100-foot run of 1/4-inch fillet weld = 10.6 lbs of weld metal. At MIG deposition rate of 6 lbs/hr, that is 1.8 hours of arc time. Arc time is not the same as total time — the duty cycle (percentage of time actually welding versus positioning, cleaning, and inspecting) ranges from 25-60%. At 40% duty cycle, 1.8 hours of arc time becomes 4.5 hours of total welding time. For a per-joint breakdown of how that total time scales with weld size and process, the guide to average welding time by joint size tabulates the minutes per foot behind these numbers.
3. Calculate labour cost. Total hours × labour rate. At $30/hr field rate: 4.5 hours × $30 = $135.
4. Calculate consumable cost. Total weld weight × consumable cost per pound. At $5/lb for MIG mild steel: 10.6 lbs × $5 = $53.
5. Apply overhead. Shop overhead (rent, insurance, equipment, admin) typically runs 30-60% on top of direct costs for established businesses. Solo field welders may add 10-20%. $188 direct cost × 1.40 overhead = $263 total.
That $263 covers the welding only — not material (steel, purchased separately), not finishing (painting, galvanising), not engineering (if required), and not mobilisation (getting the welder and equipment to the site). A complete project quote includes all of these, which is why the final number is always higher than the welding cost alone.
For retrofitting projects that involve welding new steel to existing structures, add 20-40% to the welding time estimate for surface preparation (removing rust, paint, and coatings from the existing steel to achieve sound weld metal), access constraints (working around existing structure), and inspection requirements (visual and sometimes ultrasonic testing of welds connecting to existing members).
When to Specify Which Process
Choosing the right welding process for a project is a balance between cost, quality, and constraints. Here is the decision framework:
Use MIG when: the project is in a shop or sheltered environment, the material is mild steel or aluminium, production speed matters, and the welds do not need a cosmetic finish. MIG is the default choice for 70% of commercial and residential welding work.
Use TIG when: the material is stainless steel (food/medical/architectural grade), the welds will be visible and must be cosmetically perfect, the material is thin (under 1/8 inch), or the project is a pipe weld requiring full-penetration root passes. TIG costs more but produces results that no other manual process can match.
Use Stick when: the work is outdoors and wind prevents gas-shielded processes, the steel is dirty or rusty (Stick tolerates surface contamination better than MIG), access is restricted (Stick electrodes reach tight spots where MIG guns cannot fit), or the project is in a remote location where shielding gas is not available.
Use Flux-core when: deposition rate is the priority (heavy structural steel, high-volume production), the welds will be hidden (behind fireproofing, concrete, or paint), and the project is outdoors where wind is moderate but a gas bottle is available for gas-shielded FCAW.
For projects involving both structural steel and wood framing — common in residential construction and renovation — the steel beam vs wood beam comparison explains when steel (and its associated welding costs) makes sense versus an engineered wood alternative that requires no welding at all.
Frequently Asked Questions
- Why do welding quotes vary so much for the same job?
Welding bids differ because of process choice, material grade, finish quality, and business overhead. A MIG weld on mild steel with no finish costs a fraction of a TIG weld on stainless with a polished finish — yet both produce a structurally sound joint. Certified welders charge more than non-certified. Shop-based work costs less per hour than field work. And established businesses with shop overhead, insurance, and employee benefits charge more than solo operators working from a truck. When comparing bids, verify that each quote covers the same scope: same process, same material, same finish, and same certification level. The weld time calculator breaks down arc time, consumables, and labour for each process so you can compare bids against a data-driven baseline.
- How much does welding cost per foot of weld?
For mild steel fillet welds, typical costs range from $3-$8 per foot for MIG, $6-$15 per foot for Stick, and $12-$30 per foot for TIG. These figures include labour, consumables, and a 40% overhead factor. The cost per foot increases with weld size — a 3/8-inch fillet costs roughly 2.5x more per foot than a 1/4-inch fillet because it deposits 2.5x more weld metal and takes proportionally longer. Stainless steel costs 2-3x more than mild steel per foot due to higher filler metal prices and slower welding speeds. The deposition rate calculator shows exactly how many pounds of filler each process consumes for a given joint size.
- What is the cheapest welding process for structural steel?
MIG (GMAW) is the cheapest process for most structural steel applications in shop environments. It has the highest deposition rate of the gas-shielded processes (3-12 lbs/hr), the lowest consumable cost per pound deposited ($3-$6/lb for mild steel), and requires moderate rather than advanced skill. For heavy structural work where deposition rate is critical, flux-core (FCAW) is even faster (5-20 lbs/hr) and eliminates shielding gas cost in the self-shielded version. The cheapest process in the field depends on conditions — if wind prevents gas-shielded processes, Stick becomes the cheapest viable option. When the structural steel beam itself still needs sizing, confirm the section before estimating the weld scope. For trusses with welded steel connector plates or full steel-tube assemblies, the truss types overview covers configurations and price ranges.
- Do I need a certified welder for residential projects?
Structural welding that affects the load path of a building requires a certified welder per building code. This includes beam connections, column splices, moment frames, and any weld that a structural engineer has specified on the drawings. Non-structural welding — handrails (unless code-specified), decorative metalwork, fencing, furniture, and repair work — does not legally require certification. However, hiring a certified welder for non-structural work provides confidence that the welder has demonstrated competence through standardised testing. The cost premium for a certified welder is typically 20-40% higher hourly rate. For projects deciding between welded steel and bolted wood, the steel vs wood beam comparison breaks down cost, strength, and installation differences.
- How do I estimate the amount of weld metal for a project?
For fillet welds, multiply the cross-sectional area (leg size squared divided by 2) by the weld length and the metal density (0.283 lbs/cu in for steel). A 1/4-inch fillet weld on mild steel weighs about 0.106 lbs per foot. A 3/8-inch fillet weighs about 0.239 lbs/ft. For groove (butt) welds, calculate the cross-sectional area of the joint preparation (V-groove, J-groove, etc.) by the weld length. Add 5-10% for start/stop waste, overweld, and reinforcement. The weld deposition rate calculator automates this calculation and converts deposited weight into purchase weight for your chosen process.