Weld Deposition Rate Calculator
Weld deposition rate calculator for GMAW, SMAW, and FCAW. Enter wire or rod diameter, weld size, and passes for deposition rate, filler weight, and cost.
Last updated:
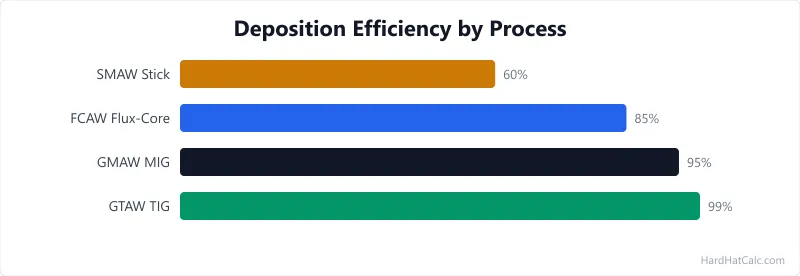
GMAW has the highest efficiency. SMAW works anywhere. FCAW handles wind and heavy plate.
Larger diameters deposit faster but require more amperage.
Total linear length of all welds on the project.
Leg size of the fillet weld. Standard structural: 1/4 inch.
Multi-pass welds on thick plate or groove joints need 2-5 passes.
How This Is Calculated
Weld cross-section = 0.5 x leg x leg (fillet triangle). Volume = cross-section x weld length x passes. Filler weight = volume x 0.283 lbs/cu in (steel density). Purchase weight = filler weight / deposition efficiency (GMAW 95%, SMAW 65%, FCAW 87%). Cost = purchase weight x cost per lb.
Source: Deposition rate calculations based on AWS (American Welding Society) Welding Handbook, 10th Edition, Volume 1. Deposition efficiency factors per Lincoln Electric Procedure Handbook of Arc Welding, 15th Edition. Wire feed speed to deposition rate conversion per Miller Electric technical guides.
6 min read
Deposition Rates by Process and Wire Size
Deposition rate — the pounds of filler metal deposited per hour of arc time — is the single metric that separates a profitable welding job from one that bleeds money. Higher deposition means faster completion, less labour cost, and lower gas consumption per weld inch. The table below compares the three most common arc welding processes at standard flat-position parameters.
| Process | Wire/Rod | Deposition Rate (lbs/hr) | Efficiency | Best For |
|---|---|---|---|---|
| GMAW 0.035" | ER70S-6 | 4.5 | 95% | Production fabrication, thin-to-medium plate |
| GMAW 0.045" | ER70S-6 | 8.0 | 95% | Heavy structural plate, high-volume fab |
| SMAW 1/8" 7018 | E7018 | 3.5 | 65% | Field structural, pipeline, all-position |
| SMAW 3/32" 6013 | E6013 | 2.5 | 65% | Maintenance, thin material, general purpose |
| FCAW 0.045" | E71T-1 | 9.0 | 87% | Outdoor structural, heavy plate, windy conditions |
Rates assume flat position and manufacturer-recommended parameters. Overhead position reduces these figures by 30-40% because of smaller puddle size and slower travel speed. Vertical-up position drops rates 20-30%.
Why Deposition Efficiency Shapes Your Material Order
Welding presents serious safety hazards including arc flash (UV radiation), toxic fumes, fire, and electric shock. Always wear proper PPE: auto-darkening helmet (shade 10+ for MIG/stick, shade 8+ for TIG), FR leather gloves, FR jacket or apron, steel-toed boots. Work in ventilated areas or use fume extraction. Keep a fire extinguisher within 10 feet.
The gap between deposited metal and purchased metal is where material budgets go wrong. Deposition efficiency tells you what percentage of the filler you buy actually ends up in the weld joint — the rest becomes waste in different forms depending on the process.
GMAW runs at 95% efficiency (per AWS Welding Handbook 10th Edition and Lincoln Electric Procedure Handbook 15th Edition) because the wire feeds continuously with minimal spatter. For every 10 lbs of wire you put on the spool, 9.5 lbs end up in the joint. The only losses are minor spatter and the short wire trim at the end of each spool. This makes GMAW material ordering straightforward: calculate the deposited weight and add 5-8% for waste and spool ends.
SMAW drops to 65% efficiency (per the same AWS and Lincoln Electric references) because of three compounding waste sources. First, each electrode has a 2-3 inch stub that gets discarded — the welder cannot burn the rod down to zero. Second, the flux coating (roughly 30% of the rod by weight) burns off as shielding gas and slag, contributing zero deposited metal. Third, spatter losses run higher than GMAW because of the less stable arc. The result: you purchase 54% more rod than you deposit. For a job needing 100 lbs of deposited metal, order 154 lbs of electrodes.
FCAW sits between the two at 87% efficiency (per AWS Welding Handbook). The flux core adds weight that burns off as slag, but the continuous wire feed eliminates stub loss. FCAW spatter rates are moderate — higher than GMAW, lower than SMAW. For accurate filler ordering on any process, use the weld time calculator alongside this tool to get both the material quantity and the labour hours for your quote. The passes that deposit this metal also take time, and the average welding time by joint size reference shows how long each fillet size runs across the three processes.
GMAW vs. SMAW vs. FCAW: Picking the Right Process for Efficiency
Each process trades off efficiency, portability, and weld quality differently. The right choice depends on where you are welding, what position the joints are in, and whether speed or flexibility matters more.
GMAW (MIG) delivers the highest deposition efficiency and fastest rates in a shop setting. The continuous wire feed means zero time lost to electrode changes, and the 95% efficiency (per AWS Welding Handbook 10th Edition) keeps material waste minimal. The limitation is environmental: GMAW requires shielding gas (typically 75/25 argon/CO2) that disperses in wind above 5-8 mph. It also needs a wire feeder and gas cylinder, which limits portability. For indoor fabrication where throughput drives profitability, GMAW is the default choice.
SMAW (stick) sacrifices efficiency for versatility. At 65% deposition efficiency (per Lincoln Electric Procedure Handbook 15th Edition), stick welding wastes more filler per joint than any other common process. But it works everywhere — outdoors in wind and rain, in confined spaces, at height, in remote locations with only a portable welder and a box of rods. No gas cylinder, no wire feeder, no wind screens. For field structural work, pipeline welding, and maintenance repairs where getting to the joint matters more than deposition speed, stick remains dominant.
FCAW (flux-core) bridges the gap. Self-shielded FCAW needs no external gas, making it wind-tolerant like stick, while the continuous wire feed pushes deposition rates to 9+ lbs/hr — the highest of any semi-automatic process on heavy plate. The 87% efficiency (per AWS Welding Handbook) beats stick by a wide margin. The trade-off is more spatter and slag removal compared to GMAW, and the wire costs more per pound. For outdoor structural steel, shipyard work, and heavy fabrication where wind makes GMAW impractical but stick is too slow, FCAW is the production answer.
Estimating Filler Metal from Joint Dimensions
Estimating filler metal for a project follows a consistent sequence regardless of process. These steps produce a purchase quantity, not just a deposited weight — the distinction matters for material ordering.
Calculate weld cross-section from joint dimensions. For fillet welds, the cross-section is a triangle: 0.5 x leg x leg. A 1/4-inch fillet has a cross-section of 0.5 × 0.25 × 0.25 = 0.03125 square inches. For groove welds, the cross-section depends on the bevel angle and root opening — consult the WPS (Welding Procedure Specification) for the joint geometry.
Multiply by total weld length and number of passes. Sum every weld on the project drawing. A fabricated beam with two flange-to-web fillet welds along a 20-foot beam has 2 × 240 = 480 inches of weld. Multiply the cross-section by this total length and by the number of passes per weld.
Convert volume to weight using steel density. Multiply the volume in cubic inches by 0.283 lbs/cu in for carbon steel, or 0.289 lbs/cu in for stainless steel. This gives the deposited filler weight — the metal that actually ends up in the joint.
Divide by deposition efficiency for purchase weight. This is the step most estimators skip, and it is why material orders come up short. Divide deposited weight by 0.95 for GMAW, 0.87 for FCAW, or 0.65 for SMAW to get the weight you need to order.
Add 10-15% for waste, practice starts, and rejects. Even with accurate cross-section calculations, real-world factors inflate consumption: practice welds on scrap, rejected welds that get ground out and re-welded, arc strikes, and wire or rod damaged in handling. For the time dimension of your welding estimate, the weld time calculator converts deposition rate into hours on the project.
Wire and Rod Pricing: MIG, Stick, and Flux-Core
What does MIG wire cost per pound?
ER70S-6 carbon steel MIG wire runs $1.80-$3.50 per pound as of March 2026, US national averages. The price depends heavily on spool size: 2-lb spools cost $3.00-$3.50/lb while 44-lb drums drop to $1.80-$2.20/lb. For production shops burning through multiple spools per week, buying in drums cuts wire cost by 30-40%. Specialty wires (stainless ER308L, aluminium ER4043) cost $8-$20/lb regardless of spool size.
What about 7018 stick rod pricing?
E7018 electrodes run $2.80-$4.00 per pound in 10-lb or 50-lb boxes as of March 2026, US averages. Low-hydrogen rods like 7018 must be stored in rod ovens (250-300 degrees F) to prevent moisture absorption — exposed rods cause porosity and hydrogen cracking in the weld. This storage requirement adds equipment cost that many estimators overlook. E6013 general-purpose rods are cheaper at $2.00-$3.00/lb and do not require oven storage.
How does flux-core wire pricing compare?
E71T-1 flux-cored wire runs $2.20-$3.50 per pound in 33-lb spools, March 2026 US averages. Self-shielded FCAW wire (E71T-8, E71T-11) costs slightly more at $2.50-$4.00/lb because of the more complex flux formulation. For structural steel projects where weld sizing ties to beam design, a structural steel sizing tool handles the engineering side of the estimate.
Worked Examples
Example 1
Scenario: A fab shop needs to run 60 inches of 3/8-inch fillet weld using GMAW with 0.045 wire in a single pass.
Calculation: Cross-section = 0.5 × 0.375 × 0.375 = 0.0703 sq in. Volume = 0.0703 × 60 = 4.22 cu in. Filler deposited = 4.22 × 0.283 = 1.19 lbs. GMAW efficiency 95%, so purchase weight = 1.19 / 0.95 = 1.26 lbs (the engine divides before rounding). At $2.00-$3.00/lb for ER70S-6 MIG wire (March 2026 US averages): $2.50-$3.75. Deposition rate for GMAW 0.045: 8.0 lbs/hr. Time to deposit 1.19 lbs: roughly 9 minutes of arc time.
What this means: The 60-inch weld needs just 1.26 lbs of purchased wire. Material cost is under $4 — labour and overhead dwarf the filler expense on a job this size.
Takeaway: GMAW deposition efficiency of 95% means almost no waste — you deposit nearly every ounce of wire you feed through the gun. For production work, this efficiency advantage compounds over hundreds of welds per shift.
Example 2
Scenario: A field welder needs to run 36 inches of 3/8-inch groove weld with SMAW (stick), using 1/8-inch 7018 rod, 3 passes.
Calculation: Cross-section = 0.5 × 0.375 × 0.375 = 0.0703 sq in. Volume = 0.0703 × 36 × 3 = 7.59 cu in. Filler deposited = 7.59 × 0.283 = 2.15 lbs. SMAW efficiency 65%, so purchase weight = 2.15 / 0.65 = 3.31 lbs. At $2.80-$3.60/lb for 7018 rods (March 2026 US averages): $9.27-$11.92. Deposition rate with 1/8" rod: 3.5 lbs/hr.
What this means: The field welder purchases 3.31 lbs of rod to deposit 2.15 lbs — over a pound of electrode becomes stub loss, spatter, and slag. The $9-$12 filler cost is nearly double the roughly $5.66 the same weld costs in MIG wire.
Takeaway: Stick welding at 65% efficiency means you buy roughly 50% more filler than you actually deposit. For multi-pass groove welds, this waste adds up fast — factor it into every job quote or you will underbid the material line.
Frequently Asked Questions
- What is the deposition rate for MIG welding with 0.035 wire?
About 4.0-5.0 lbs/hr in flat position at standard parameters (200-220 amps, 25-27V). Vertical and overhead positions reduce this to 2.5-3.5 lbs/hr because you must reduce wire feed speed to control the puddle. Short-circuit transfer (lower voltages) also reduces deposition rate but gives better control on thin materials. These rates assume ER70S-6 carbon steel wire with 75/25 Ar/CO2 shielding gas. To convert deposition rate into total project hours, the weld time calculator adds operating factor and labour cost.
- How many pounds of welding wire do I need for a project?
Calculate the cross-sectional area of each weld joint, multiply by total weld length and number of passes, then multiply by 0.283 lbs/cu in (steel density) to get deposited weight. Divide by your process efficiency (0.95 for MIG, 0.87 for flux-core, 0.65 for stick) to get purchase weight. Add 10-15% for waste, practice starts, and rejected welds. Most small fabrication projects (gates, railings, brackets) need 1-5 lbs of wire; structural steel projects can run 50+ lbs. The welding cost estimation guide shows how to roll filler, gas, and labour into a single project quote.
- Does welding position affect deposition rate?
Yes — position is one of the biggest variables. Flat position (1G/1F) allows maximum deposition rates because gravity helps keep the weld puddle in place. Horizontal (2G/2F) drops rates about 15-20%. Vertical up (3G/3F) reduces rates 25-35% because you must control puddle flow against gravity. Overhead (4G/4F) is the slowest — typically 30-40% below flat position rates. Job cost estimates should factor in the percentage of welds in each position. When comparing steel and wood beams, the overhead welding penalty for field steel connections is one reason wood sometimes wins on installed cost.
- What is the difference between deposition rate and deposition efficiency?
Deposition rate is speed — how many pounds of filler metal are deposited per hour of arc time. Deposition efficiency is waste — what percentage of the filler metal you purchase ends up in the weld joint. MIG (GMAW) has a 95% efficiency because the wire feeds continuously with minimal spatter. Stick (SMAW) has only 65% efficiency because each rod has a stub that gets discarded plus significant slag and spatter loss. These are separate metrics: a process can have a high deposition rate but low efficiency (meaning fast but wasteful) or vice versa. If the beam being welded still needs structural sizing, a W-beam section selector determines the shape before you estimate weld details.
More Materials calculators
Browse all materials calculators — Paint coverage, roofing bundles, tile adhesive, welding time, parking lot sizing, and more.